��Ʒ����
��Ʒ����
��ϵ����
�� ����010-61276419
139 1152 8159
136 8145 6421
13439 849 849
�� �䣺877305147@qq.com
�� ַ��www.hjxtly.com
��ɽ���ⷿ��ַ�������з�ɽ����������·����山վ������F34·��F51·����山վ�³�������
���Ͳ�
���Ͳľ�������ͨ�����ۡ���ѹ���Ӷ��õ���ͬ������״�������ϡ����Ͳĵ�����������Ҫ������������ѹ����ɫ�������̡����У���ɫ��Ҫ��������������ӾͿװ����̿��Ϳ����ĩ��Ϳ��ľ��תӡ�ȹ��̡�
һ������;���Է�Ϊ���¼��ࣺ
����1. �������Ͳģ���Ϊ�Ŵ���Ļǽ���֣�.
2. ɢ�������Ͳġ�
3.һ�㹤ҵ���Ͳģ���Ҫ���ڹ�ҵ���������õģ����Զ�����е�豸�����ֵĹǼ��Լ�����˾�����Լ��Ļ�е�豸Ҫ���ƿ�ģ��������ˮ�����ʹ������������㽺��������豸�����ܵȵȣ����ӻ�е��ҵ�������õþӶࡣ
4����������ṹ���Ͻ��Ͳģ���Ҫ���ڹ�������������졣
5��װ�����Ͳģ����������Ͻ�װ�Ѹ���չ����װ�λ���
�������Ͻ�ɷ���
�����ɷ�Ϊ1024��2011��6063��6061��6082��7075�ȺϽ��ƺ����Ͳģ�����6ϵ����Ϊ����.��ͬ���ƺ��������ڸ��ֽ����ɷֵ�����Dz�һ���ģ����˳��õ��Ŵ����Ͳ���60ϵ�С�70ϵ�С�80ϵ�С�90ϵ�С�Ļǽϵ�еȽ������Ͳ�֮�⣬��ҵ���Ͳ�û����ȷ���ͺ����֣���������������ǰ��տͻ���ʵ��ͼֽ�ӹ���.
������ͬ�ƺ����Ͻ�ĵ�����;
����1050��ʳƷ����ѧ�����칤ҵ�ü�ѹ�̹ܣ��������ܣ��̻���
1060��Ҫ��ʴ��������Ծ��ߵij��ϣ�����ǿ��Ҫ�ߣ������豸���������;
1100�����ڼӹ���Ҫ�����õij����ԺߵĿ�ʴ�Ե��� Ҫ���и�ǿ�ȵ�������������绯����Ʒ��ʳƷ��ҵװ������������������ӹ�������������ѹ�����������㲿�����Ƚ�������ӡˢ�塢���ơ���������
3003�����ڼӹ���Ҫ�����õij������ܡ��ߵĿ�ʴ�Կɺ��Ժõ�������������Ҫ������Щ��������Ҫ�б�1XXXϵ�Ͻ�ǿ�ȸߵĹ���������ߡ�ʳ��ͻ�����Ʒ����������װ�ã�����Һ���Ʒ�IJۡ��ޣ��Ա���ӹ��ĸ���ѹ��������ܵ�
3004��ȫ������������Ҫ���б�3003�Ͻ����ǿ�ȵ��㲿����������Ʒ����������װ�ã�����ӹ����������ӹ������������ߣ����ֵƾ��㲿������
3A21���ɻ����䡢��·���ܡ�í���߲ĵȣ�����������ʳƷ�ȹ�ҵװ����
�� 5083��������Ҫ�иߵĿ�ʴ�ԡ����õĿɺ��Ժ��е�ǿ�ȵij��ϣ����罢ͧ�������ͷɻ��庸�Ӽ������ϸ�����ѹ������������װ�á�����������̽�豸����ͨ�����豸������Ԫ����װ��
����6063���Ͻ�Ľṹ���������ӡ��������ߵ�
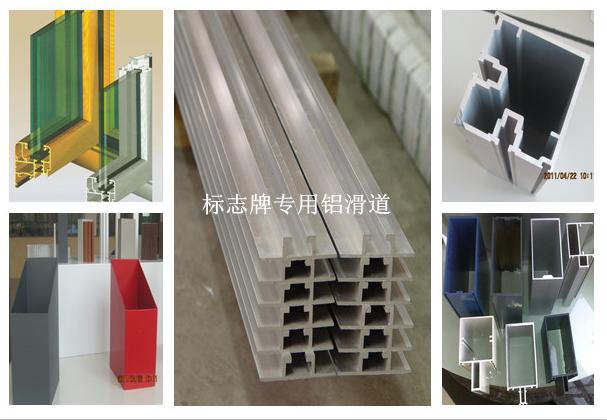
����6063����ҵ�Ͳġ������Ͳģ���ȹܲ��Լ���������̨�ܡ��Ҿߡ���դ���õļ�ѹ����
����
7075����������ɻ��ṹ���ڻ� ��Ҫ��ǿ�ȸߡ�����ʴ����ǿ�ĸ�Ӧ���ṹ����ģ������
����1. ������������
3. ��ĩ��Ϳ����
4. ľ��תӡ����
5. ��̼��Ϳ����
6. �ٹ�����(��Ϊ��е�ٹ��뻯ѧ����֣����л�ѧ��ɱ���ߣ��۸�Ҳ���)
���Ͳ���������
1������������������������
������Ҫ����Ϊ��
����2������������õ�ԭ���ϰ�����Ҫ���������¯���ۻ�����ͨ�����������������ֶν������ڵ�������������Ч��ȥ��
2����ѹ
������ѹ���Ͳ����ε��ֶΡ��ȸ����ͲIJ�Ʒ������ơ������ģ�������ü�ѹ�������Ⱥõ�Բ������ģ���м������Ρ����õ��ƺ�6063�Ͻ��ڼ�ѹʱ����һ�����������̼������˹�ʱЧ���̣�������ȴ���ǿ������ͬ�ƺŵĿ��ȴ���ǿ���Ͻ����ȴ����ƶȲ�ͬ��
3����ɫ ���˴�����Ҫ�������Ĺ��̣�
������������ѹ�õ����Ͻ��Ͳģ��������ʴ�Բ�ǿ����ͨ�������������б��洦�����������ĵĿ�ʴ�ԡ���ĥ�Լ���������۶ȡ�
������2������������������Ԥ�������Ͳģ���һ���Ĺ��������£�������淢����������������һ�����ܡ���ס�ǿ��������AL203Ĥ�㡣
������3����ף����������������ɵĶ������Ĥ��Ĥ��϶��գ�ʹ����Ĥ����Ⱦ����ʴ����ĥ������ǿ������Ĥ����ɫ���ģ����÷��ǰ����Ĥ��ǿ�����ԣ���Ĥ������������һЩ�����Σ���ʹ�Ͳ�������ֱ�ɫ������ɫ�������������ɫ���磺��ɫ����ͭɫ�����ɫ�������ɫ�ȡ�
���ֱ��洦�����պ����Ͳĵ�����������
����ĥɰ�������Ͳģ�ĥɰ�����Ͳı����˹��������Ͻ��Ͳ��ڽ���װ���д���һ���Ļ����������»��γɹ�ĸ��ŵ�ȱ�㣬���ı��������һ��ϸ����ͣ������г��������������е�ĥɰ�ı���˷�����ɰ�������ȣ����ܿ���ģ�ƵIJ��㡣
������ɫ�����洦�����Ͳģ�Ŀǰ����������ɫ�Ͳ�ɫ�Ѳ������㽨��ʦ������ǽװ����ש����ǽ�齺�ĺܺ���ϣ����͵IJ����ɫ������ɫ�����ɫ���ѽ�ɫ����ɫϵ�У��ƺ�ɫ�����ɫ����ɫ����ɫ���ȼ��ϲ�ɫ������ʹװ��Ч��������������Щ�ͲĶ����뾭��ѧ���е��֮����������Ч���żѡ�
������ӾͿ�����Ͳģ���ӾͿ���Ͳı��������ͣ��ֿܵ�ˮ�ࡢɰ��������ֶ����ձ�90%�����ͲĶ�������ӾͿ�ᡣ
������ĩ������Ϳ���Ͳģ���ĩ������Ϳ�Ͳĵ��ص��ǿ���ʴ��������������������������������ɫ�Ͳġ�
��������������ǿ�绯ѧ�����մɻ����Ͳģ������Ͳ��ǵ����������Ƚ��Ĵ����������������ͲIJ�Ʒ�������������ɱ��ϸߡ�������20����ɫ����������ص��ǿɸ�����Ҫ��ӡ����һ����ɫ���Ͳı���ɫ���ͷף�װ��Ч������
���Ͳı�����ѹ���
�������Ͳ����ѽ��գ����ڶ�Ĥ�����������ڳ�����ѹ��ջ���������Ԥ�ƺ͵�ƹ��ղ��裬Ԥ�ƹ����ǽ����ĶƼ�����ʳ�κ������ˮ��Һ�н��л�ѧ��������ƹ��յĶ�Һ�ɷְ������������Ȼ�����������ʮ����������ơ��Ǿ����������������վ��м�ʵ�á�Ч���ѵ��ŵ㣬�������Ƶõ��ѽ����Ͳ���Ĥ��Ӳ��HV≈1500��ͬ�������±ȶ�22K����ĥ150�����ɼӹ��ɸ�����̬�Ľ�ɫ����ɫ����ɫ�ȹ����Ķ���ϵ�����ͲIJ�Ʒ��
�������ͲĶ��ѽ��գ�����ѡ�ġ��⡢��ѧ���͡���ˮ��ϴ�������ն��ѹ��ղ��裬��������������������
����a��Ԥ�ƹ��գ��ù����ǽ������ˮ��ϴ���ѽ����Ͳ�������ʳ�Ρ������ˮ��ɵ�Һ���н��л�ѧ�����������¶�Ϊ���£�����ʱ����Һ�巢�����һ�ѧ��ӦΪֹ��
����b����ƹ��գ��ù����ж�Һ�ɷݰ������������Ȼ��������ᡢʮ����������ơ��Ǿ�������������������������3-4A /dm�����ƶ���5-7A/dm�������裬��Һ�¶�50-60�棬PH ֵ3��9-4��2�����ʱ��15���ӡ�
 ���������� 11011102001715��
���������� 11011102001715��